Current Situation
David Whitmire, OSG district manager, has been covering a sales territory in Texas and Oklahoma for 9 years. He has witnessed both the best and worst days of the energy industry. Since the price of oil per barrel has recently reached record lows, our economy and oil field manufacturers have been severely affected. An increasing number of layoffs and downsizing at companies has occurred in the area. During this down time, some oil field manufacturers started to do their homework by reconsidering their machining processes as an avenue to cut costs. This has opened up some new opportunities for OSG in David’s territory.
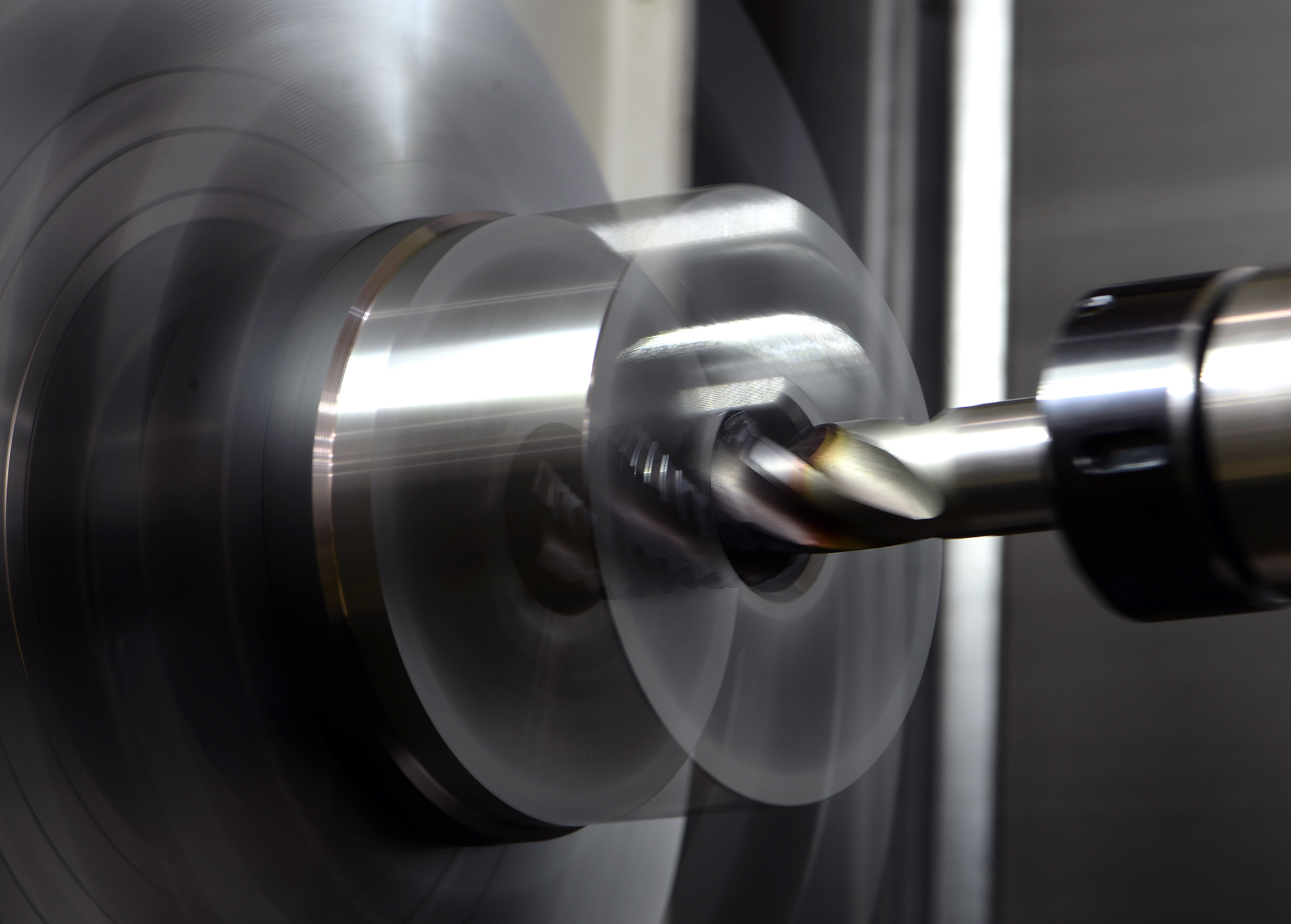
One of David’s customers is a large pump housing manufacturer in the oil field industry. During the industry slowdown, the company wanted to be proactive, so they invited OSG and a local distributor to host a tap trouble shooting seminar. During the seminar, David showed them the OSG EXOTAP® A-Tap® and EXOPRO® Mega Muscle® drill videos. These videos drew a lot of attention as they showed A-Tap® and Mega Muscle® products surpassing speeds and feeds of competitors’ tools. This company produces 50 to 60 parts after spending over 625 hours machining per month. David decided to perform tool testing with his local distributor to help the company improve productivity and cut costs.
Tool Testing/Solutions
Material: 4140 Modified Alloy Steel
2. 1 ¼-7 HY-PRO® VXL Tap (30 SFM and 13.1486 IPM) vs. Competitor A’s tap (23 SFM and 11.0 IPM)
3. 1 ½-6 HY-PRO® VXL Tap (30 SFM and 12.5 IPM) vs. Competitor A’s tap (23 SFM and 10.0 IPM)
4. ½-13 EXOTAP® A-Tap® 50 SFM and 29.3758 IPM vs. Competitor A’s tap (13 SFM and 7.692 IPM)
5. 7/16” EXOPRO® Mega Muscle® Drill (325 SFM and 48.2 IPM) vs. Competitor B’s Cam Drill (8.2 IPM)
6. 7/15” EXOCARB® WDO® Drill (325 SFM and 28.4 IPM) vs. Competitor B’s Cam Drill (2.5 IPM)
7. 22mm PHOENIX® PXD Exchangeable Head Drill 300 (SFM and 21.2 IPM) vs. Competitor B’s Cam Drill (2.8 IPM)
Results
Test 1 demonstrated a significant advantage of the
A-Tap®. Even if it ran at the same speeds and feeds with the competitor’s tap, the
A-Tap® was able to produce 25% to 40% more pump housings and to reduce costs by
$22 per tool versus the competitor’s tap.
Tests 2, 3, 4 and 5 showed that OSG’s taps and drills ran at faster speeds than the competitors’ tools, and the A-Tap®, VXL Tap and Mega Muscle® products were able to reduce the cycle time by 23 minutes. In addition, the A-Tap® and Mega Muscle® machined 5 times more parts than the competitors’ tools did.
Tests 6 and 7 have not been completed, but David is confident that the WDO® drills and PXD drills will reduce the cycle times even more. By using OSG’s taps and drills in their operation, David predicts that the company will be able to reduce at least 21 hours of machining time per month!
 Contact Us
Contact Us  Product Search
Product Search