AE-VMS Carbide End Mill Boosts Productivity and Reliability in Stainless Steel Pistol Slide Production
Sal Pinnola | OSG USA
Founded in 2011, Azimuth Technology is a precision manufacturer of firearms related components, explosives detection equipment, and other products and components for discerning customers throughout the world in sectors such as defense, aerospace, and oil and gas.
Azimuth Technology is a contract manufacturer dedicated to large run manufacturing of original equipment manufacturers (OEMs) and large volume partners. Some of the company’s key products include drop-in barrels, pistol slides and bolt carrier groups. Azimuth Technology also produces major OEM component parts for well-known, trusted firearms brands in the United States and worldwide.
Employing 240 staff, Azimuth Technology is headquartered in the city of Naples, Florida, United States, with an estimate production space of 9,298-square-meter and houses some of the most advanced equipment and machining tools available. This includes over 260 modern CNC machine tools. Its manufacturing plant is ISO 9001:2015 certified and maintains the highest quality control standards to deliver exceptional manufacturing quality for industries where precision operation is critical.

A photograph inside Azimuth Technology’s production facility in Naples, Florida, USA. Photo Courtesy of Azimuth Technology.
Recently, Azimuth Technology was looking to improve tool performance on its pistol slide production, which the company has been manufacturing for the past five years. The slide is used as one of the main mechanisms on a pistol that encases the barrel inside and slides back and forth on the firearm as it is being fired to help eject and load the next round into the barrel. The part is made of 17-4 stainless steel and has an annual production volume of over 100,000 pieces.
The part requires a feature that is produced by slotting with a 4 mm end mill to leave room for cleanup with a finishing end mill. The pocket on the part is 0.27-inch deep, 0.5-inch long and 0.18-inch wide. Each part has one pocket and requires parallel walls with a +/- 0.001-inch tolerance on the right angle when finished. The parts are processed using an Okuma Genos 460-VE 40 taper vertical CNC machining center and the tools are held by a hydraulic milling chuck.
Azimuth Technology was originally using a competitor 4 mm diameter 3-flute end mill with coolant through the shank. They have been using a hydraulic tool holder to reduce runout on the tool and increase clamping pressures on the tool shank. However, Azimuth Technology had been experiencing inconsistent tool wear, which in turn affected the consistency of the company’s tooling expenses as it would vary month-to-month. Moreover, the inconsistency also made Azimuth Technology unable to predict tool change, which often resulted in tool breakage and unwanted machine downtime.
Azimuth Technology has known OSG for many years and has been using OSG products, but they were mainly taps and drills. The idea of OSG having a great high performance end mill was not something they had thought of before. Sal Pinnola, OSG USA’s Florida Territory Sales Manager was presented with an opportunity to conduct a test trial because Azimuth Technology was struggling with tool life consistency and the price per tool.
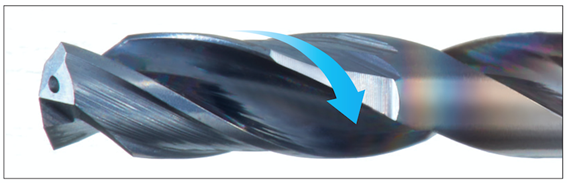
Upon a detail evaluation of the application, Pinnola recommended a 4 mm diameter 4-flute AE-VMS square carbide end mill with 11 mm length of cut (EDP# 8555840) from the AE-VM series. The AE-VMS short carbide end mill is a part of OSG’s AE-VM anti-vibration carbide end mill offering, a series designed to attain a new level of milling efficiency coupled with superb finish quality suitable for a variety of milling applications.

AE-VMS short carbide end mill from OSG’s AE-VM anti-vibration carbide end mill series.
The short type AE-VMS enables stable machining with a unique flute form that achieves both tool rigidity and trouble-free chip evacuation, and also suppresses burrs, which is a common obstacle in part processing. With the addition of OSG’s original DUARISE coating, tool life can be enhanced by its excellent lubricity, superior friction-resistance and high oxidation temperature qualities. Available in various styles and configurations, the AE-VM series is designed to accommodate a wide range of milling operations including slotting, side milling, helical milling, contour milling and ramping in stainless steel, cast iron, carbon steel, alloy steel and hardened steel.
Azimuth Technology’s vertical machining center uses a water-soluble coolant and they are able to run the AE-VMS without any coolant through the spindle. During the cutting trial, Azimuth Technology ran the OSG AE-VMS end mill at a cutting speed of 200 sfm (61 m/min), a spindle speed of 4,850 rpm, a feed per tooth of 0.0013-inch (0.033 mm/t), a table feed of 25.22 inch/min (640 mm/min), and an axial depth of cut of 0.09 inch per pass performing a slotting function with a metal removal rate of 0.357 inch3/min. The competitor tool was used at a cutting speed of 350 sfm (107 m/min), a spindle speed of 8,520 rpm, a feed per tooth 0.001-inch (0.0254 mm/t), a table feed of 25.56 inch/min (649 mm/min), and an axial depth of cut of 0.06 inch (1.524mm) per pass with a metal removal rate of 0.242 inch3/min.

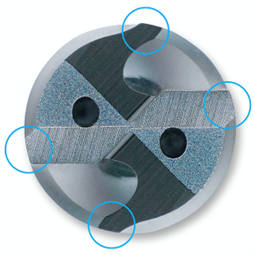
A 4 mm diameter 4-flute AE-VMS square carbide end mill with 11 mm length of cut (EDP# 8555840) from OSG’s AE-VM series.
The tool life of the competitor 3-flute end mill averaged around 50 cycles at five parts per cycle, which is equivalent to 250 parts. The AE-VMS carbide end mill, on the other hand, is able to complete 350 parts before wearing out. By switching to OSG’s AE-VMS end mill, Azimuth Technology is able to increase tool life by 40 percent, with approximately 20 more cycles and 100 more parts. The improvement facilitated more machine uptime, shortened cycle time, and also reduced the cost per tool by over 50 percent in this application, leading to a cost savings of over $18,000 USD per year. Additionally, the increased metal removal rate contributed to a boost in the number of parts produced per hour, resulting in Azimuth Technology’s customer being able to receive parts sooner.

From left, Azimuth Technology Tooling Manager Ben Guynn and Azimuth Technology Programmer Alex Kolb pose for photograph inside the company’s production facility in Naples, Florida, USA.
“The AE-VMS is half the price versus the previous tool, and it works that much better,” said Azimuth Technology Programmer Alex Kolb. “Why wouldn’t we switch to OSG?”
For more information on OSG’s AE-VM anti-vibration carbide end mill series and Azimuth Technology


_1000.png)
_1000.png)
 (1)_1000.png)

 Contact Us
Contact Us  Product Search
Product Search