02
October 2023
_1000.png)
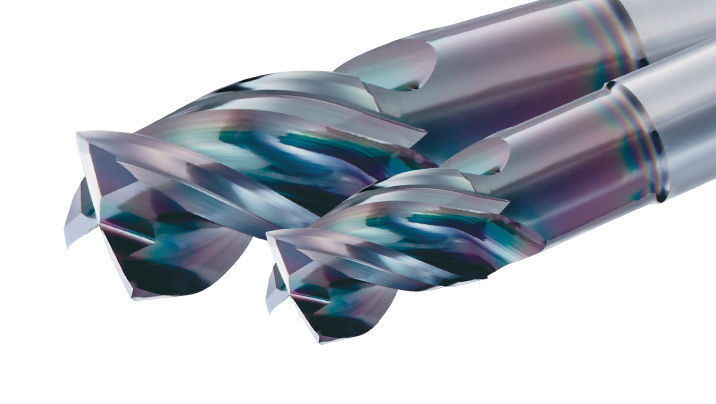
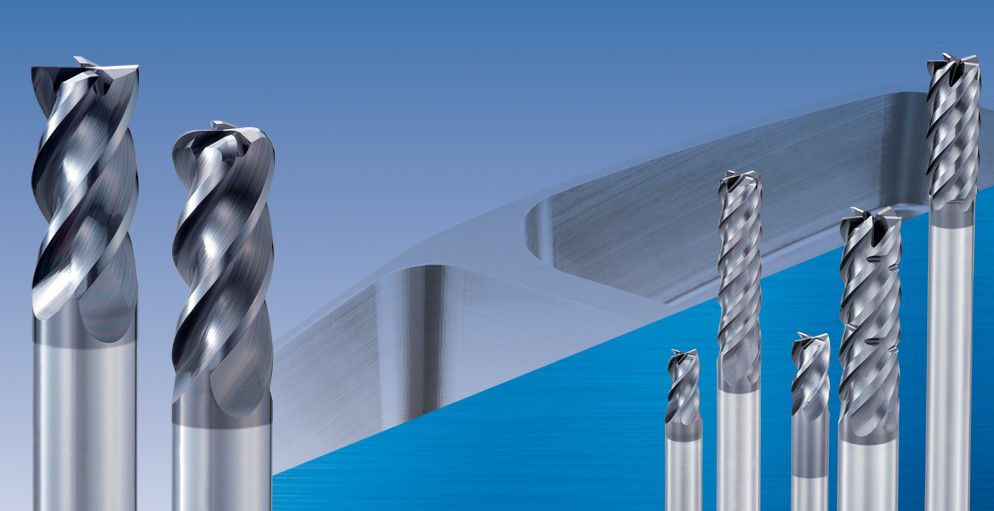
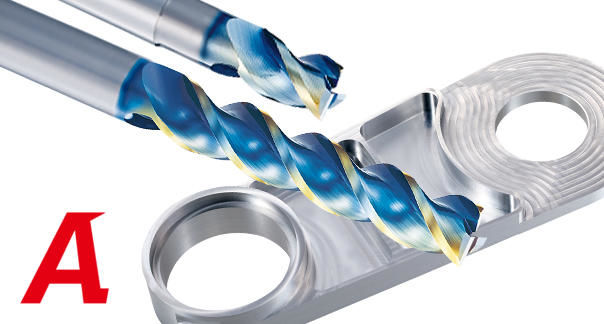
We are pleased to announce the expansion of our HY-PRO® CARB VGM end mill series with the addition of the NEW VGM3-AL! The HY-PRO® CARB VGM3-AL is a is a series of Variable Geometry end mills for High Speed Machining in Aluminum and Non-Ferrous Materials.
The following list numbers are associated with the NEW VGM3-AL series:
- NEW! List #VGM3-AL
The HY-PRO® CARB VGM3-AL end mill offers the following features & benefits:
• Center Cutting - 3 cutting edges to center; ideal for plunging and ramping.
• Variable Index - Reduces vibration during machining.
• Unique Flute Geometry - Maintains excellent cutting edge sharpness and tool rigidity



.jpeg)


 Contact Us
Contact Us  Product Search
Product Search